
by UniversalTube | Jul 26, 2024 | News
| We’re eager to meet you and boost your production capabilities. Visit us to explore our machine inventory, discover our automation solutions, and speak with our expert team of tube mill and rollform specialists. Explore our expansive 125,000 sq. ft. warehouse, housing over 600 machines, including tube mills, rollformers, uncoilers, cut-offs, re-cuts, straighteners, deburring machines, and more. Learn about our comprehensive services, such as machine reconditioning, new controls and drive systems, start-up and support services, buying and selling options for surplus machinery, and equipment retrofitting to optimize your production. Join us from September 9-13, 2024, 9am – 3pm, at 26202 Glenwood Road, Perrysburg, Ohio 43551, USA. For more information or to RSVP contact us at +1 (419) 872-2364 or sa***@*********ne.com |
 |

by UniversalTube | Jul 9, 2024 | News
|
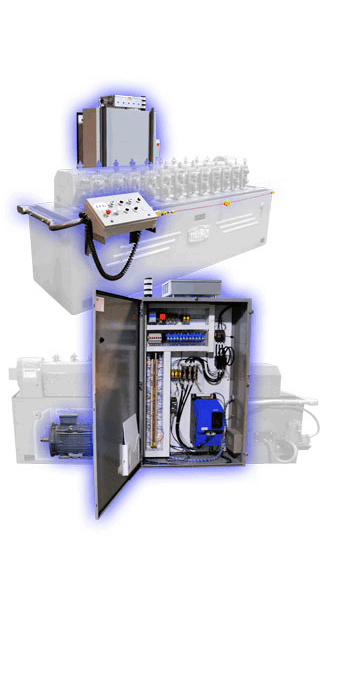
| We’re thrilled to announce the completion of our latest project: engineering and manufacturing state-of-the-art control panels for a large-scale conveyor system at a quarry. These Ethernet-driven panels provide real-time monitoring and seamless control, handling motors from 25HP to 350HP, as well as overseeing a stone crusher. These custom panels will soon be installed on-site, ensuring smooth, efficient operations. This project showcases our commitment to delivering innovative automation solutions for industrial operations. Contact us to learn more about our cutting-edge technology. +1 (419) 872-2364
www.utubeonline.com
sa***@*********ne.com |
by UniversalTube | Jun 21, 2024 | News
At Universal Tube & Rollform Equipment, we pride ourselves on offering one of the largest inventories of new and used machinery, machine reconditioning services, control systems, and a variety of options for buying and selling surplus machinery.
Our extensive inventory includes tube mills, cut-offs, high-speed flying saws, re-cut systems, rollformers, coil handling machinery, and much more!
We Want to Hear from You!
As we continue to expand and innovate, we want to ensure we are meeting your needs. What types of machinery are you looking for? Are there specific features or capabilities that are crucial for your operations? Whether you’re in the market for high-frequency welders, rolling mills, or custom tube mills, we are here to help you find the perfect solution.
Comment below or send us a message to let us know what machinery you’re looking for. Your feedback helps us continuously improve our offerings and better serve our diverse customer base.
Visit us in Perrysburg, Ohio, for a tour and see firsthand the extensive range of new and used industrial metalworking machinery and automation services we provide. We look forward to hearing from you and helping you find the perfect machinery for your needs!
Contact us today to share your machinery needs or to schedule a tour at +1 419-872-2364 or sa***@*********ne.com

by UniversalTube | May 28, 2024 | News
|
| We are delighted to share some exciting news with you. Universal has welcomed Chris Thompson as our new Director of Sales and Marketing. With extensive experience in the industrial automation and machinery sales since 2002, Chris has consistently excelled in sales and account management roles, ensuring customer satisfaction at every step. In 2019, Chris expanded his expertise to include management and marketing, showcasing his ability to seamlessly integrate these critical functions. This means you can expect a more cohesive and targeted approach to meeting your needs. Chris’s experience will be invaluable in enhancing our equipment offerings, providing you with more options and value. Chris will also lead our customer outreach and new business acquisition efforts. His focus on creating stronger connections and uncovering new opportunities ensures that your needs are understood and met effectively. Additionally, his commitment to streamlining our processes means improved efficiency and an even higher level of service for you. We are confident that Chris Thompson’s leadership and vision will bring significant benefits to you, our valued customers. We look forward to the positive impact he will make and the continued growth and innovation at Universal. For any inquiries or to connect with Chris directly, please contact him at +1 (419) 872-2364 or ch***@*********ne.com. Universal has grown considerably over the years, offering one of the largest inventories of new and used industrial metalworking machinery. Our services include machine reconditioning, new controls and drive systems, start-up and commissioning, as well as buying and selling options for your surplus machinery. Founded in 1984 by Ralph Girkins, Universal Tube & Rollform Equipment has always been committed to being the number one supplier of tube, pipe, and roll form machinery. Our extensive inventory includes tube mills, cut-offs, re-cut systems, rollformers, coil-handling machinery, and more. Our machinery can be sold as-is or reconditioned by our team, who can replace gearboxes, add new electrics, integrate machinery into production lines, and much more. We can also create custom tube mill or rollform lines using machinery from our inventory and/or new machinery manufactured by Universal Controls Group (UCG) and ERWTech. Send us a drawing of the shape you need to fabricate, and we can assemble a complete line quotation to produce the part you need. In 2020, UCG acquired Universal Tube & Rollform Equipment, combining our two companies into one great team. We continuously strive to grow our product and service capabilities to meet the needs of our ever-expanding and diverse customer base. +1 (419) 872-2364
www.utubeonline.com
sa***@*********ne.com |

by UniversalTube | Mar 7, 2024 | News
Meet with us at Tube Düsseldorf in Hall 6, Booth D25, from April 15th to the 19th, 2024 to discover the newest, reliable, and cost-effective tube mill solutions, available both new and used.
Universal is the exclusive distributor across North and South America for cutting-edge tube mill lines and pipe machinery manufactured by ERWTech and UCG. Explore our extensive inventory, featuring a range of used tube mill lines, spanning from 0.5″ (12.7 mm) to 6″ (152 mm) maximum outer diameter.
Contact us for a quote or to discuss your tube mill and machinery requirements.
by UniversalTube | Mar 7, 2024 | News

Update your machinery to the latest technology to expand capabilities and improve performance with our quick and economical retrofit kits.
Removing machinery from production to have it upgraded is out of the question for most manufacturers. UCG retrofit kits are a quick and cost-effective solution to updating machinery with minimal downtime.
Benefits:
• Increased production speed
• Increased safety
• Ability to add-on current and future needs
• Reduced maintenance and downtime
• Gives new life to old machinery
• Ergonomically and user friendly
Services:
• Design the system
• Program the PLCs
• Program the touch screen
• Build the enclosures
• Assist with the retrofit, startup and training
Hardware: (Varies with machine type)
• Main control panel with motor control and PLC system
• Operator station with a 8″ color HMI screen and 22mm operators
• 480V AC variable speed drive system
• Push-button console
• Remote jog pendant
• E-STOP station
• Complete AutoCAD drawing package
• Optional AC inverter duty motor
U-Trak Length Control System
This closed-loop system uses a controller to automatically synchronize the die set speed with that of the part, ensuring optimal cutting efficiency, accuracy, and overall performance for both new and existing machinery.
• Greater Accuracy
• Reduced Scrap
• Increased Speeds
• Batch Control
• Longer Blade Life
• Blade Width Compensation
Contact us for a quote to update your machinery to the latest technology.