by UniversalTube | Oct 28, 2024 | News
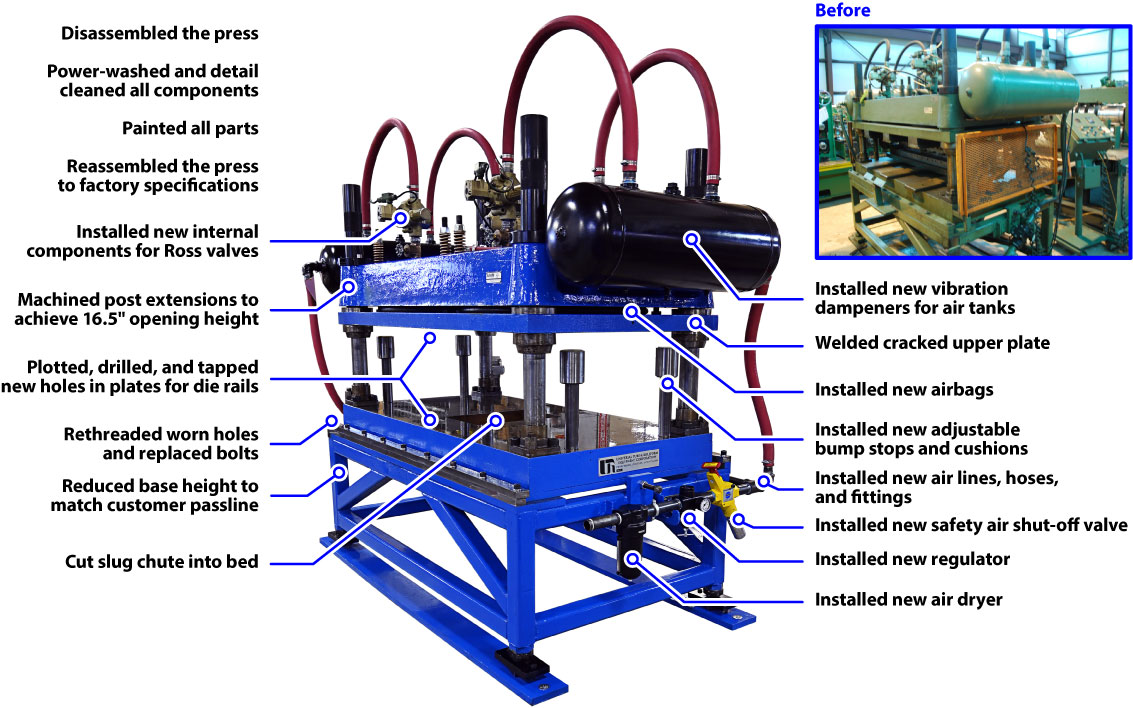
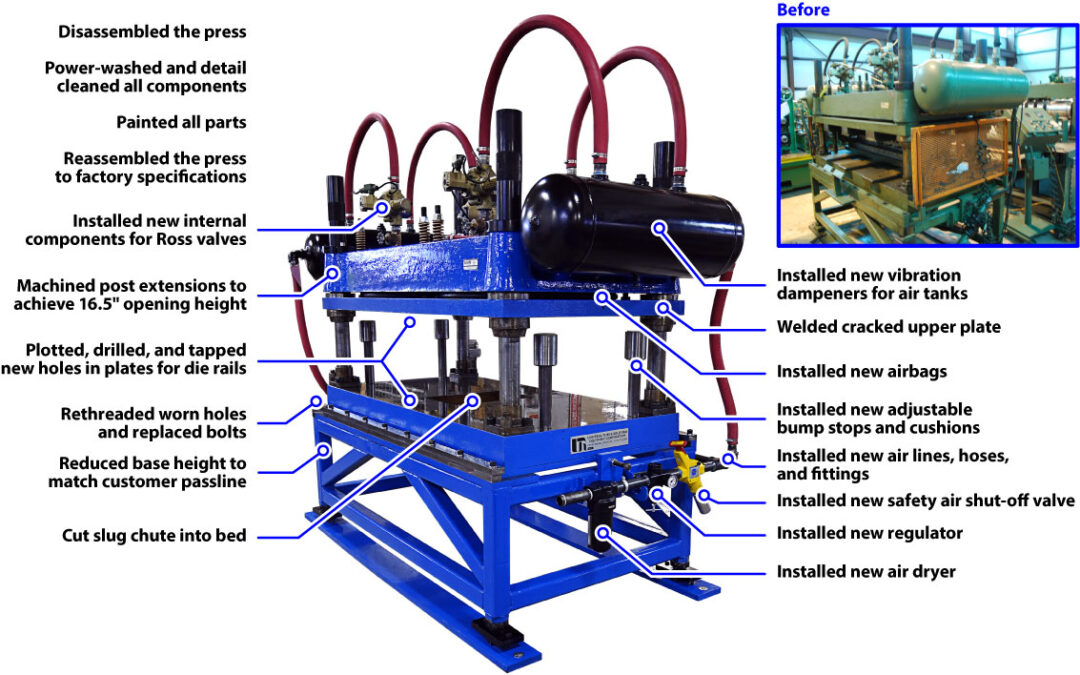
Universal offers a large selection of industrial machinery, with options available both as-is and fully reconditioned to fit diverse operational needs. Recently, our expert team reconditioned a cut-off press machine, restoring it to optimal running condition and showcasing our reconditioning capabilities.
Complete Overhaul
The process began with disassembling the press, followed by power-washing and detail-cleaning all components. We then painted the parts and reassembled the machine to factory specifications.
Repairs and Modifications
Key repairs included certified welding of a cracked upper plate and rethreading worn holes. We modified the base height to meet the customer’s passline requirements, machined post extensions to create a 16.5″ opening height, cut a slug chute into the bed, and added new holes for die rails.
New Replacement Parts
The machine was outfitted with new airbags, internal components for Ross valves, vibration dampeners, air lines, an upgraded regulator, air dryer, adjustable bump stops, cushions, and a safety air shut-off valve.
Testing
After reconditioning, we conducted a comprehensive functionality test to ensure reliable operation.
Explore Our Inventory and Services
With one of the largest inventories of used tube, pipe, and rollform machinery, Universal offers flexible options for purchasing equipment as-is or fully reconditioned. Contact us to discuss your equipment needs or learn more about our reconditioning services: +1 (419) 872-2364.

by UniversalTube | Sep 12, 2024 | News
| Visit us at Booth #S36085 to explore the latest in tube and pipe machinery from ERWTech and Universal Controls Group (UCG), including a new tube mill stand assembly on display. Meet our team and discover reliable, economical, and fully supported tube mill and rollform lines. We offer one of the largest inventories of new and used machinery in the industry, including tube mills, high-speed flying saws, rollformers, re-cut systems, coil handling equipment, cut-offs, and more. In addition to machinery, we provide comprehensive machine reconditioning services, advanced control systems, and flexible solutions for buying and selling surplus equipment — ensuring you get the best value for your operation. Contact us today to schedule a meeting at Fabtech and learn how our solutions can help drive your business forward. Download your expo pass for free entrance to the show. |
|

by UniversalTube | Jul 26, 2024 | News
| We’re eager to meet you and boost your production capabilities. Visit us to explore our machine inventory, discover our automation solutions, and speak with our expert team of tube mill and rollform specialists. Explore our expansive 125,000 sq. ft. warehouse, housing over 600 machines, including tube mills, rollformers, uncoilers, cut-offs, re-cuts, straighteners, deburring machines, and more. Learn about our comprehensive services, such as machine reconditioning, new controls and drive systems, start-up and support services, buying and selling options for surplus machinery, and equipment retrofitting to optimize your production. Join us from September 9-13, 2024, 9am – 3pm, at 26202 Glenwood Road, Perrysburg, Ohio 43551, USA. For more information or to RSVP contact us at +1 (419) 872-2364 or sa***@*********ne.com |
 |

by UniversalTube | Jul 9, 2024 | News
|
| We’re thrilled to announce the completion of our latest project: engineering and manufacturing state-of-the-art control panels for a large-scale conveyor system at a quarry. These Ethernet-driven panels provide real-time monitoring and seamless control, handling motors from 25HP to 350HP, as well as overseeing a stone crusher. These custom panels will soon be installed on-site, ensuring smooth, efficient operations. This project showcases our commitment to delivering innovative automation solutions for industrial operations. Contact us to learn more about our cutting-edge technology. +1 (419) 872-2364
www.utubeonline.com
sa***@*********ne.com |
by UniversalTube | Jun 21, 2024 | News
At Universal Tube & Rollform Equipment, we pride ourselves on offering one of the largest inventories of new and used machinery, machine reconditioning services, control systems, and a variety of options for buying and selling surplus machinery.
Our extensive inventory includes tube mills, cut-offs, high-speed flying saws, re-cut systems, rollformers, coil handling machinery, and much more!
We Want to Hear from You!
As we continue to expand and innovate, we want to ensure we are meeting your needs. What types of machinery are you looking for? Are there specific features or capabilities that are crucial for your operations? Whether you’re in the market for high-frequency welders, rolling mills, or custom tube mills, we are here to help you find the perfect solution.
Comment below or send us a message to let us know what machinery you’re looking for. Your feedback helps us continuously improve our offerings and better serve our diverse customer base.
Visit us in Perrysburg, Ohio, for a tour and see firsthand the extensive range of new and used industrial metalworking machinery and automation services we provide. We look forward to hearing from you and helping you find the perfect machinery for your needs!
Contact us today to share your machinery needs or to schedule a tour at +1 419-872-2364 or sa***@*********ne.com